
Demystifying the Maze of 3D Printing Technologies
When selecting the best 3D printing technologies, the devil is in the details. Hundreds of combinations of technologies and materials exist, each with different advantages with respect to cost, durability, accuracy, and strength.
To excel at additive manufacturing (AM), companies must learn to demystify this complex maze. A one-size-fits-all approach will not work. In comparing technologies, companies must not only consider technical capabilities but analyze the total cost of ownership to account for lifetime benefits that could be achieved by, for example, reducing weight or improving strength.
By using a strategic approach to evaluate the technical and financial trade-offs, manufacturers and their AM providers can exit the maze with the right technology for the right application. BCG’s analysis finds that the payoff is significant, including potential cost savings of up to 80% and superior product characteristics.
![]() A complex and dynamic landsape
A complex and dynamic landsape
AM involves utilizing 3D printers and materials to turn digital designs into three-dimensional objects, layer by layer. Since the emergence of AM in the 1980s, 3D printers have evolved to use materials that include metals, polymers, and even human tissue.
In general, AM technology competes with incumbent manufacturing technologies. However, companies will gain the greatest benefits by making products that have been designed for 3D printing and cannot be produced using conventional processes. Therefore, in this report, we focus on comparing AM technologies with each other rather than with conventional production processes.
For some products, AM has been used to optimize physical characteristics (such as weight), enhance performance, or reduce processing costs. A case in point is aerospace parts. A valve block made by Liebherr for the Airbus A380, for example, weighs 35% less than a conventionally produced part—without sacrificing performance. As another example, MTU Aero Engines has optimized borescope bosses for turbofans in Airbus A320neo engines for AM production, yielding double-figure savings on processing costs.
The right AM technology depends on the specific application. The properties of an application are determined by three main factors: design, materials, and the production process. AM technology has implications for all three factors. For example, a polymer powder technology cannot print amorphous materials such as polyetherimide. The technology may also not be suitable for objects that need support structures. The choice of technology also determines the build process and characteristics such as density, strength, and surface quality, among many others.
Among the potential advantages of AM technology is a reduction in the cost per part. One way to accomplish this is to increase the build rate (that is, the speed) of printers while keeping the cost per printer constant or even reducing it. New technologies, such as Hewlett-Packard’s Multi Jet Fusion (MJF), have build rates up to eight times faster than traditional laser sintering technology while not compromising part quality or strength.
In metals printing, there is a trend toward multi-laser systems—the build rate of four-laser systems is almost four times faster than that of single lasers. Some companies have developed machines with 12 lasers, but their high cost offsets the efficiency gains to some extent. Metal binder jetting (such as offered by Desktop Metal) is another option for reducing the cost of metal printing through faster build rates. However, the speed benefits are offset by the poorer mechanical properties of the parts compared with those printed using more-established selective laser melting (SLM) technology.
To be useful for series production of small volumes, an AM technology must not only be cost-effective, but also enable reliability and reproducibility. This is especially important in highly regulated industries such as medical products. In addition, a company often must certify and qualify the production technology of an application, as is the case for aerospace applications.
Because AM technology is evolving quickly, selecting the best technology for an application will not be a one-time task. Advances in manufacturing-quality printers and the need for high reliability and reproducibility inevitably make it necessary to continuously scan the market for new developments and revalidate the technology selection.
![]() What do end users think?
What do end users think?
BCG’s surveys of, and discussions with, end users shed light on the challenges of AM adoption in this complex and dynamic environment. BCG and the World Economic Forum recently conducted a global survey of nearly 1,400 manufacturing companies across industries. We asked participants to rate the importance and impact of Industry 4.0 technologies, including AM. More than 70% of participants gave medium to high importance to AM, and more than 65% said it had medium to high impact in their industries. However, only 18% said that they have fully implemented AM in their operations and almost 50% have implemented it only in the context of small pilots or not at all.
A substantial share of participants—approximately one-third—said that their company uses AM on daily basis, if only for selected applications, but we see very few examples of AM entirely replacing a conventional manufacturing approach. Typically, AM is viewed as an addition to the arsenal of manufacturing technologies, not a replacement for traditional production methods.
To understand the current limitations and challenges of AM technology, BCG and the Aachen Center for Additive Manufacturing (ACAM) of RWTH Aachen University assembled an expert panel comprising more than 30 European AM users, mainly from automotive companies, process industries, and AM manufacturers and providers.
Panel participants have identified a promising number of AM-suitable applications and are convinced that a broader material portfolio will further foster the technology’s adoption. Two-thirds see AM as complementing their current technology portfolio rather than replacing existing processes.
For polymer AM, material extrusion of thermoplastics is the most prominent technology—more than 90% of panel participants use it. (See Exhibit 1). Participants expect that this technology will continue to be important and anticipate expanding its use in tooling and series production. While almost 80% of participants are applying AM for design prototypes, the constantly expanding material portfolio is enabling companies to increasingly use it for functional prototypes. In the coming years, material extrusion will become the perfect fit for production aids such as tools, jigs, and fixtures. Although we have seen few applications for series parts to date, most companies are able to find suitable applications on their shop floors for production aids.
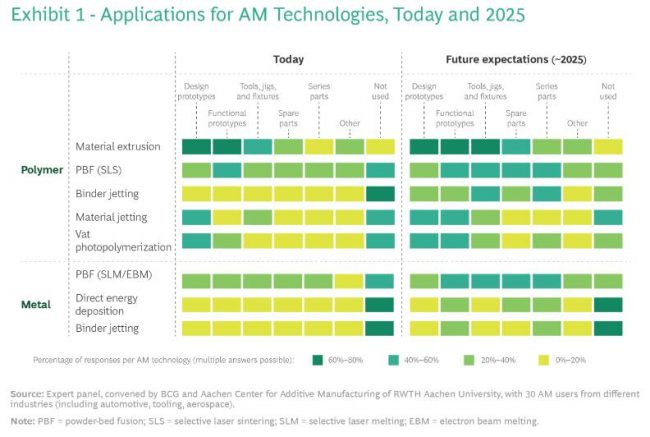
For metal AM, powder bed fusion (PBF) has received the most attention, accounting for more than 45% of metal applications. Potential applications are evenly spread along the product lifecycle—for R&D, tooling, series parts, and after sales. The continuously expanding material portfolio includes aluminum, titanium, nickel, iron, magnesium, and copper-based alloys. This broad portfolio enables applications in all major industries, including aerospace, automotive, oil and gas, health care, and general industries (such as machinery). There is still growth potential, and most participants expect to expand their use of 3D printing beyond prototyping.
Taken together, the findings indicate that users recognize the benefits of AM but are not ready to fully apply it in the production context, especially for series production or spare parts. The main obstacle is understanding how to choose from the plethora of technologies available, which in turn makes it hard to see the value proposition for specific applications.
![]() Finding a way through the maze
Finding a way through the maze
To find a way through the maze of AM permutations, a company needs to pinpoint the most suitable solution for a given task. This requires an in-depth understanding of the performance of existing technologies as well as an application-based assessment of technical requirements and financial viability.
A company needs resources and time to perform these assessments for specific products—or its entire product portfolio—and most companies have not yet made the investment. As a result, they are likely missing out on significant opportunities to reduce production costs and improve product lifetime, assembly costs, or total cost of ownership.
It is time for companies to find ways to overcome their resource constraints to take full advantage of the design freedom enabled by AM technologies. Merely using AM to replace traditional manufacturing technologies heavily restricts the economically viable range of applications and overlooks the full value that it can deliver.
A strategic approach to AM requires a thorough analysis of the trade-offs between cost, quality, speed, size, and other factors. It must be flexible and easily adaptable to specific situations, including the properties of the actual equipment a company uses to print designs. It also needs to account not only for machine and material costs but also for labor and potential post-processing costs over a technology’s lifetime.
BCG has developed an approach that allows companies to compare the most important metal and polymer printing technologies and materials along 11 dimensions. Companies can also screen a portfolio of parts and evaluate the technical and financial viability of using different AM technologies and materials. The approach automates and accelerates calculations of total production costs, enabling a company to determine the economic viability of a large portfolio of parts and properties in multiple future scenarios. This allows executives to quickly identify the most appropriate AM technology for a specific part.
![]() How to make the right choice
How to make the right choice
A simple decision-making framework helps companies choose the optimal AM technology and material. Companies can take the following steps:
- Step 1: Screen the portfolio of parts. Look at the entire portfolio and identify parts for which AM could provide an edge over traditional manufacturing.
- Step 2: Assess all the available technologies. For each part, determine whether the necessary properties can be achieved by a specific technology.
- Step 3: Perform an economic assessment. Assess whether making the part using a specific AM technology is viable from the perspective of total cost of ownership over the part’s lifetime.
Portfolio Screening
Portfolio screening begins with creating transparency. A company develops a long list of parts that could be produced using AM. Selection criteria include any of the following:
- Medium to small production runs (the number of parts varies depending on the application and industry)
- High importance of short lead times
- Parts in mobile objects, solid and heavy metal parts, or group of parts requiring complex assembly
The company then identifies specific opportunities for using AM design alternatives and reviews the potential for topology optimization. (The list will be reduced during the assessments discussed in the next steps.)
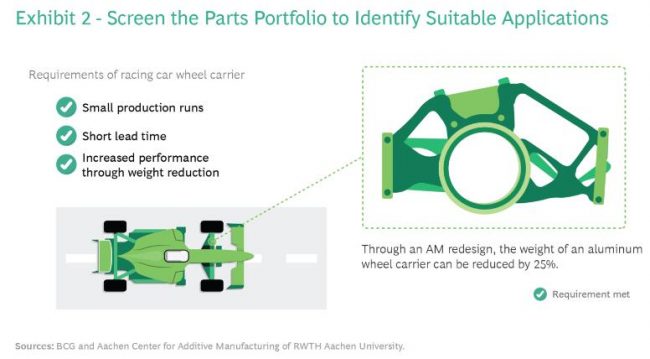
To illustrate how companies can apply the decision-making framework to choose the right technology and materials, we use the example of the aluminium wheel carrier in a Formula One race car. (See Exhibit 2.) The wheel carrier connects the wheel, brake caliper, drive axle, and suspension and carries significant loads when the vehicle is in use. We determined that the part’s weight could be reduced by 25% by redesigning it to be built using AM technology.
![]() Technology Assessment
Technology Assessment
The AM technology assessment can be divided into three categories: cost and speed, series production readiness, and quality. The categories encompass the 11 dimensions that are most relevant when benchmarking AM technologies with respect to their suitability for series production. These are: material cost; processing cost—AM; processing cost—post-production; build rate; reproducibility; average build chamber; material range; mechanical properties—process; surface quality; horizontal resolution; and vertical resolution.
The cost and speed of an AM process provide an indicator of its economic performance. Series production readiness and quality factors address technical performance. Additionally, companies need to assess AM technologies not only in the present, but also for the medium term (three to five years) and the ultimate state when only marginal improvement is possible.
For the race car’s aluminium wheel carrier, metal AM technologies are most relevant. Applying BCG’s AM performance database, we assessed metal AM technologies against the 11 dimensions. (See Exhibit 3.)
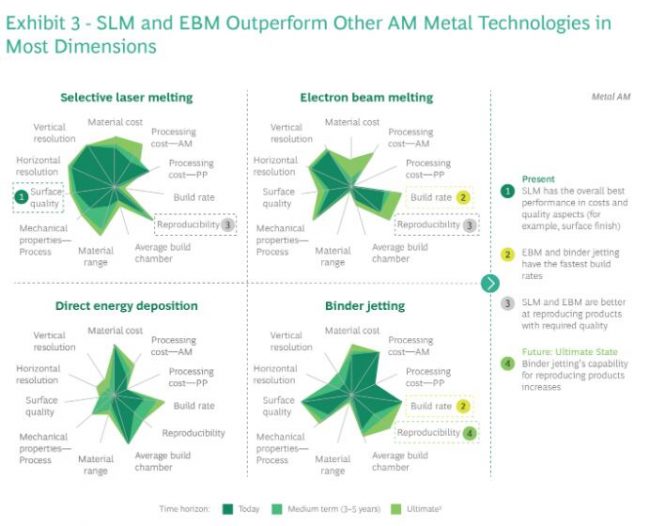
The general assessment reveals that:
- SLM is currently the best performer in terms of cost and quality (for example, surface finish)
- Electron beam melting (EBM) and binder jetting have the fastest build rates
- SLM and EBM promote the highest degree of reproducibility today, while binder jetting is expected to improve in the future
Focusing on seven dimensions related to technical feasibility, the assessment shows that PBF-SLM is the only technology that can be used to manufacture an aluminum wheel carrier with the all the required properties. (See Exhibit 4.) This technology forms the metal part by selectively bonding metal powder particles, layer by layer.
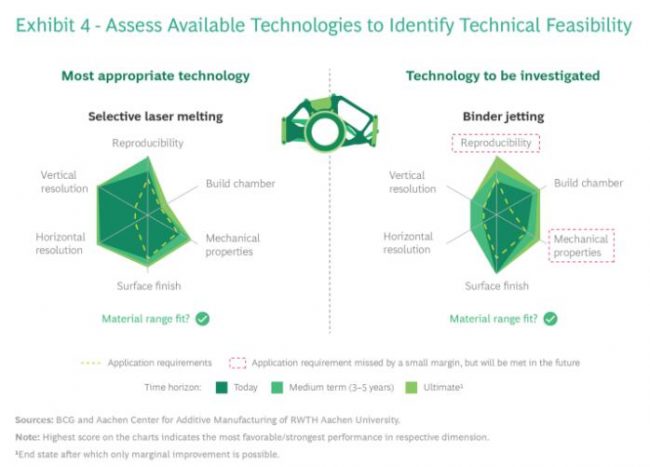
Binder jetting, which deposits a binding agent onto a thin layer of powder through an inkjet nozzle, is also available for use today. Although this technology currently falls slightly short in producing the full property requirements, we expect that it will be able to do so in two to three years. If the part’s technical specifications can be altered without sacrificing performance, binder jetting could be a feasible option to pursue further even at today’s level of maturity.
![]() Economic Assessment
Economic Assessment
When utilizing AM, a manufacturer can seek to produce an existing part, previously made using conventional methods, without redesigning it. Or it can redesign a part to gain advantages enabled by AM, such as reducing its weight or the number of subcomponents or improving functional integration. In many cases, redesigning a part promotes a viable business case for using AM because the superior characteristics offset higher production costs. Our illustrative economic assessment applies the second scenario, considering an aluminium wheel carrier that has been topologically optimized for AM. Based on the results of the technological assessment, the analysis will focus on SLM and binder jetting.
An economic assessment takes into account material costs, machine costs (covering the printer, equipment for post-processing, energy and gas costs, and scrap rates), production labor costs, and potential qualification costs. Most companies need to consider several products, different batch sizes and scenarios, and potentially new materials, making this analysis very complex and time-consuming. A company can reduce complexity by automating the assessment. For example, a part-screening tool developed by BCG applies 15 input parameters, analyzing scenarios significantly faster than conventional methods and with sufficiently high accuracy to provide a representative economic assessment.
An important consideration in the economic assessment is the batch size produced by each technology. SLM produces seven parts per batch while binder jetting produces 42 parts. Binder jetting’s much larger batch size results from its ability to print multiple layers within one build, which is not feasible for SLM.
Our economic assessment for the aluminium wheel carrier shows that the total production cost per part when using binder jetting is approximately 80% lower than when using SLM technology. We expect binder jetting to maintain this relative cost advantage through the medium term. (See Exhibit 5.)
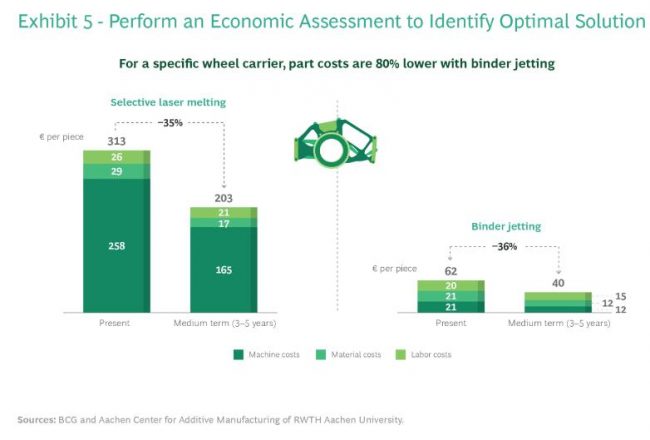
Given binder jetting’s large cost advantage over SLM, the company in our example needs to decide whether to accept small technical disadvantages (slightly lower reproducibility and density) in order to gain the benefits of lower life cycle costs and reduced weight. Executives also need to consider whether it would be beneficial to delay scaling up binder jetting production until the technology matures further—especially because the company will likely be able to overcome the technical shortcomings by collaborating with the equipment manufacturer.
Indeed, a company should not conduct its decision-making process in isolation. To optimize performance, manufacturers must work with their technology partners as well as other participants in the complex AM business ecosystem. Companies that supply technologies and materials should also collaborate to provide joint offerings and cross-market products in cases where their product alone may not be a perfect fit for every customer.
For many companies, making the case for specific applications of AM beyond prototyping has been an elusive goal. Before investing, they need to pinpoint products that are strong candidates for AM and identify the technology best suited to manufacturing them. They must then establish a business case for investing that considers potential performance trade-offs as well as economics. Not surprisingly, many executives have been overwhelmed by the complexity of the decision. Fortunately, new tools provide a fact base for understanding technology performance and automating aspects of the essential assessments. Companies that apply these tools to demystify the maze of AM technologies will be well positioned to reduce total costs while enhancing product characteristics.
Source: BCG
For press release, welcome to send to 3D Science Valley at 2509957133@qq.com


Recent Comments