
How 3D Printing and Sand Casting Influence Modern Spare Part Production
The British foundry Boro Foundry Ltd. uses 3D printed sand molds for the production of spare parts. For a historic steam locomotive, Boro manufactured a new superheater header based on the original engineering drawing from the 1950s. By using 3D sand printing, the foundry was able to save 2/3 of the cost compared to conventional manufacturing and reduce the assembly time of the mold package from over 14 hours to just 3.5 hours. Projects like this impressively demonstrate the advantages that additive manufacturing offers for spare part production – both economically and constructively.
The steam engine was the first major milestone of industrialization. However, the steam locomotive is at least as symbolic in this context. For the first time, it was possible to transport people and goods over long distances without using horses. Today, many of these former drivers of industrialization are still at work in the UK, on the Nation’s main lines from time to time as well as regular use on private heritage railways.
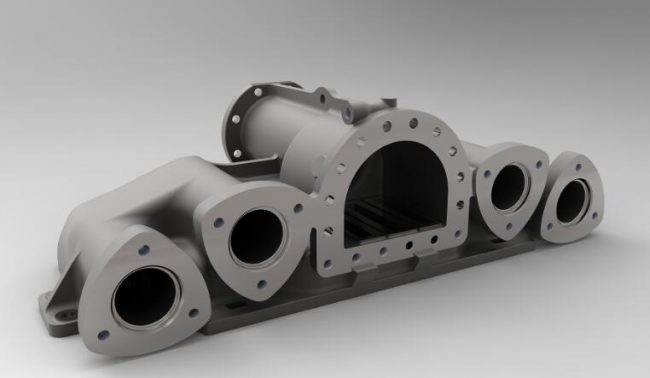
Image via Voxeljet
![]() Outdated, costly and inefficient
Outdated, costly and inefficient
Tyseley Locomotive Works based in the UK is a specialized restoration and maintenance center for historic steam locomotives. In early 2022, Tyseley Locomotive Works were advised by the WMG group at Warwick University to consider printed moulds and consequently commissioned Boro Foundry Ltd. to manufacture a new superheater header for one of their steam locomotives. Sam Edwards is Director for Sales and Business Development at Boro Foundry and led the project on the foundry’s side.
Sam Edwards said, Director Sales and Business Development Manager, Boro Foundry, “Superheaters play a critical role in the operation of steam locomotives. They are used to heat the steam piped to the cylinders from the boiler to temperatures well above the steam’s saturation temperature.
In this case the boiler is producing steam at 202 °C, and its superheater raises temperatures to as much as 340 °C, thus increasing the energy contained in the steam (enthalpy) which can then be used to usefully increase the work done in the engine’s cylinders. Additionally, superheating minimizes the incidence of condensation which can occur as the steam is expanded in the cylinders, thus reducing the risks of damage which can be caused by excessive condensate.
“Precision and quality were clearly the focus for this project; after all, the old component worked perfectly for several decades, until it was no longer fit for service.” says Edwards. “However, although superheaters have been used in the locomotive industry for many decades, the original manufacturing process has become outdated, costly and inefficient.” Said Sam Edwards, Director Sales and Business Development Manager,Boro Foundry
![]() 3D printing sets the course
3D printing sets the course
This is because the original part contains a number of holes (56 in total) through which the steam is passed during operation. These holes greatly complicate the casting process. The biggest challenge is the core, which is inserted into the mold to integrate the cavities or the holes into the casting. Originally, the core was supported by clamps, bolts and the use of core plugs to keep it statically in place during casting. However, the risk and likelihood of the core moving during casting is significant. Unevenly thick and thin wall sections and additional downstream machining would be the result. An inspection of the original part concluded that this may have been the cause of localized thinning, which led to the original header being taken out of service.
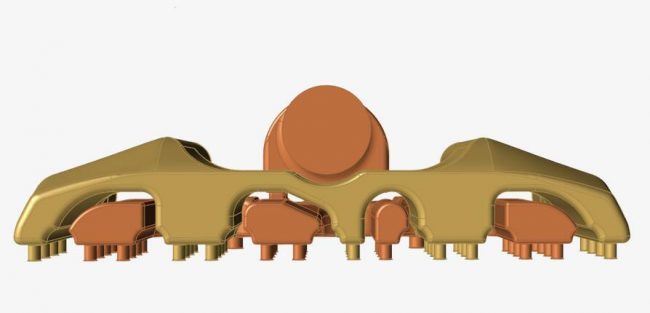
Image via Voxeljet
“Quotes for a traditionally manufactured mold package, including pattern making would have charged up to £34,000. On top of that, we estimated that it would take around 14 hours to assemble the mold,” states Edwards. “All of this, combined with the risk that the part would end up being defective or, in the worst case, completely unusable, motivated us to look for an alternative manufacturing solution. We found it in voxeljet’s 3D sand printing.” Said Sam Edwards, Director Sales and Business Development Manager
![]() future oriented, cost-efficient and innovative
future oriented, cost-efficient and innovative
The original design drawing was no longer available, and so had to be re-drawn by Tyseley engineer Bob Manley. This drawing was then converted to a 3D model by Elliot Powick of Stafford Road Design, optimized for 3D printing. Boro Foundry, together with the engineering firm Cerve Ltd., developed a mold set which consisted of just three mold parts and one core. The molds were produced in the voxeljet On Demand Printing Center near Munich.
The technology employed for this purpose is the Binder Jetting 3D printing technology: Like most additive manufacturing processes, Binder Jetting is also based on digital CAD files. These are sliced by the printing software into wafer-thin layers, each of which represents a cross-section of the object. Then the printing process begins: A recoater applies a micrometer-thin layer of the powder material to be printed, in this case silica sand (average grain size: 140 µm), onto a building platform. Then, the print head moves over the build area, selectively applying a binder to those areas that represent the cross-section of the object to be printed. Now the building platform lowers by exactly one layer thickness, and the recoater applies a new layer of sand, which the print head selectively bonds again. These process steps are repeated until the object is completely printed and can be unpacked from the box.
“A particularly pleasing result with real added value was that all 56 remained free, eliminating the need for subsequent drilling, again saving time and money at the end of the day,” concludes Edwards. “Innovation was the key to success here. The use of 3D modeling, casting simulation and 3D sand printing greatly improved overall quality, time and cost. We have achieved overwhelming success with the application of these new technologies. This paves the way for a better future when it comes to manufacturing items such as this superheater header and offers the prospect of progressing to even larger and more complex castings for such applications.” Said Sam Edwards, Director Sales and Business Development Manager
Boro Foundry.

Image via Voxeljet
Thanks to 3D sand printing, Boro was able to reduce the assembly time for the mold to 3.5 hours and the total cost to just over one-third of the quotes for traditional mold and pattern making
Unlike the original part, Boro also decided to print the mold including the 56 holes on the bottom of the part.
Although the 3D-printed mold also ran the risk of the core breaking away and floating up due to the casting pressure, Boro was able to use bolts to hold the core and mold in place by integrating recesses for bolt connections directly into the CAD file and respectively, the printed mold.
Prior to the actual casting, Boro simulated the casting process to design a gating system that reduced the casting pressure and the associated risk of core erosion or movement. In addition, the simulation helped predict the gas surge during casting and reduce the risk of gas entrapment. Boro then cast around 550 kg of iron at approximately, 1330 °C. The New Superheater for Tyseley Locomotive Works measures 1300 mm x 600 mm x 400 mm and weighs 406 kg.
Source: Voxeljet
For press release, welcome to send to 3D Science Valley at 2509957133@qq.com



Recent Comments