
EHLA 3D: Conquering the Third Dimension
Metal components are often exposed to extreme conditions: for example, when used in aerospace, on oil drilling platforms in the sea, in the form of paper rollers, hydraulic cylinders or as brake discs in cars. Special coatings are, therefore, used to protect the materials from corrosion and rapid wear. However, with technological progress, the requirements on the international market are constantly growing. As a result, demand is increasingly characterized by the need for even shorter production times, for individual and high-performance components, as well as by enormously high price pressure. 3D printing of Fraunhofer ILT lettering from three different powder materials as a demonstrator component for the new, highly productive EHLA 3D process.© Fraunhofer ILT, Aachen, Germany.
3D printing of Fraunhofer ILT lettering from three different powder materials as a demonstrator component for the new, highly productive EHLA 3D process.© Fraunhofer ILT, Aachen, Germany.
However, none of the conventional processes meet these standards. They are not sufficiently flexible, resource-efficient, or economical enough to apply high-quality thin metallic layers – bonded metallurgically – to component surfaces. Hard chrome plating, until recently the most common process, has only been approved by the EU under strict conditions since September 2017. This is because the electrochemical deposition of toxic chromium (VI) causes lasting damage to the environment.
To close this gap, scientists at Fraunhofer ILT have developed an alternative coating process: Extreme High-speed Laser Material Deposition EHLA. Since 2015, it has been used in industry, especially for coating, now EHLA is taking a step into the third dimension.
![]() The perfect foundation
The perfect foundation
Compared to conventional methods, EHLA scores in several respects. It is not without reason that the scientists at Fraunhofer ILT won the prestigious Joseph von Fraunhofer Prize for this in 2017. The process they developed improves the feed rate at which the surface is processed from 0.5 to 2 meters per minute in conventional laser material deposition all the way up to 50 to 500 meters per minute. A component can, therefore, be coated 100 to 250 times faster today. It is also possible to apply significantly thinner layers. While layers of at least 500 micrometers were state of the art with conventional laser material deposition, a minimum of 25 micrometers is now possible.
 Exterior view of the pE3d tripod system of Ponticon GmbH in the EHLA 3D laboratory of Fraunhofer ILT.© Fraunhofer ILT, Aachen, Germany.
Exterior view of the pE3d tripod system of Ponticon GmbH in the EHLA 3D laboratory of Fraunhofer ILT.© Fraunhofer ILT, Aachen, Germany.
Another advantage is the low heat input. In conventional laser material deposition, the powdered filler material is melted directly on the component surface in a relatively large melt pool in the coating process. However, this can permanently change the material properties and costs a great deal of energy. Not so with EHLA: Here, the solid powder particles are melted by the laser while still in the air. They reach the surface of the component in a liquid state and do not have to be melted further with a high energy input. As a result, the heat-affected zone is reduced to five to ten micrometers, which is only one hundredth compared to the conventional process.
This means that metallurgically incompatible, heat-sensitive material pairings can now be joined and processed together, such as aluminum and titanium. Overall, the component surface also becomes much smoother. Its roughness is only one tenth of that from conventional deposition. For the experts at the Fraunhofer ILT, this provides a perfect basis for further development steps.
![]() New generation of additive manufacturing
New generation of additive manufacturing
”In principle, EHLA is suitable for everything that is rotationally symmetrical and can be machined on a fast rotary kinematic system,” says Jonathan Schaible, research associate at Fraunhofer ILT. “The only question is why we should limit ourselves to simple round parts when a much wider range of possible applications is conceivable?”
For this reason, a team of scientists has been developing a new generation of the process since 2017. Their objective? To use the innovative technology for 3D printing. The working title is “EHLA 3D.” Schaible’s doctorate on this should unearth exciting findings. ”My focus is on finding out what special requirements have to be met for machine and system technology so that we can combine EHLA with high-speed 3D printing.”
EHLA 3D enables several unique, process-related advantages at once: high build rates, great flexibility and material diversity, and high precision at the same time. ”In the near future, the technology should enable us to produce even complex, filigree structures easily and cost-effectively on a large scale,” says Schaible. “Individualized components are also conceivable.”
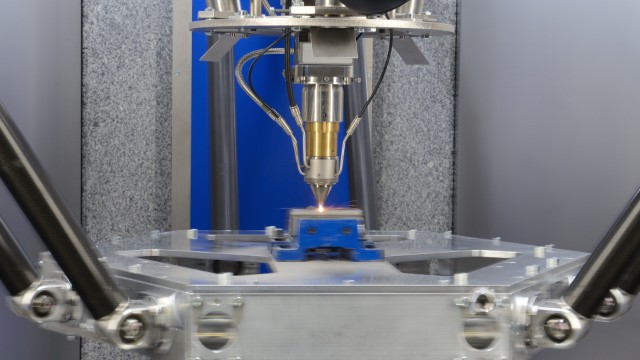 The Tripod-Kinematics in action: stationary powder feed nozzle and moving build platform for the execution of fast and precise feed movements.© Fraunhofer ILT, Aachen, Germany.
The Tripod-Kinematics in action: stationary powder feed nozzle and moving build platform for the execution of fast and precise feed movements.© Fraunhofer ILT, Aachen, Germany.
![]() First projects started
First projects started
The first prototype of the system is already successfully in use. It was completed in 2019 in cooperation with Ponticon GmbH from Wiesbaden, Germany. The concept for it is based on the kinematic principle of the tripod, a construction with three linear motors that are connected via coupling rods to the building platform on which the component to be processed is moved. “It works in a similar way to the Transrapid magnetic levitation train,” Schaible explains.” The special structure compensates for the inertial forces to a large extent. In our case, this allows the construction platform to make very fast and precise movements without causing any major vibrations. As of today, the system can thus process components weighing up to 25 kilograms – with up to five times the acceleration due to gravity and speeds of up to 200 meters per minute, while at the same time achieving a very high precision of 100 micrometers. With conventional laser material deposition, just 0.5 to 2 meters per minute are common.
”In order to make the advantages of EHLA 3D available to a large group of users in the industrial environment, Fraunhofer ILT is currently conducting targeted research work,” says Schaible. ”Along the way, we need to find ways to manage complexity.” Central to this are, for example, process monitoring concepts and automated path planning tools, but parameter variation remains the most important in the laboratory for the time being. During process development, all parameters must be precisely coordinated: speed, laser power and powder quantity depending on the material combination being processed in each case. “There is still a lot of experimental and empirical preliminary work to be done. However, the first interested parties from industry have already put out their feelers,” says Schaible optimistically. “So we know we are on the right track.”
Currently, in a project of the industry consortium ICTM International Center for Turbomachinery Manufacturing, numerous renowned companies from the aerospace and turbomachinery sectors are refining EHLA 3D; a follow-up project has been applied for in 2022. Further bilateral as well as publicly funded consortium projects and feasibility studies are also being planned. The range of possibilities for the production and processing of components will be expanded many times over with EHLA 3D, while at the same time the process becomes more efficient and environmentally compatible.
Source: Fraunhofer
For press release, welcome to send to 3D Science Valley at 2509957133@qq.com


Recent Comments